
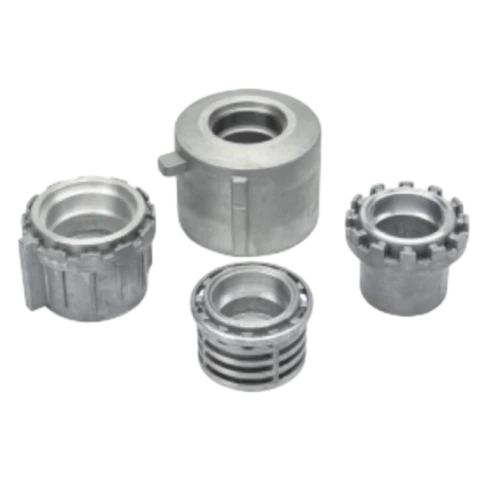


Custom Bearing Housing — Aluminum & Cast Iron OEM Manufacturing
Custom bearing housings in aluminum alloy and cast iron for motor, pump, compressor, and home appliance applications. We supply OEM clients who need precise bore tolerance, consistent coaxiality, and reliable fit across production volumes. All bearing housings are produced to your drawings or samples — we also supply shafts and related drivetrain components if you need multiple parts sourced together.
- Bore coaxiality within 0.05 mm
- Aluminum alloy and cast iron — both available, material selected to your spec
- Flange, pump, and assembly configurations supported
- In-house mold and tooling design — no third-party dependency
- CMM verification and X-ray inspection available
- Long-term OEM supply to Hisense, Midea, Samsung, Electrolux and more
Service & Delivery
Origin: Jiangyin, Jiangsu, China
OEM/ODM: All bearing housings custom — from 2D drawings, 3D CAD, or reference samples
Related Components: Shafts, flange shafts, axle plates, motor end shields available from same factory
Lead Time: Mold 4–6 weeks / First samples within 2 weeks of mold / Production 15–25 days
MOQ: Flexible — prototype quantities to annual volume programs
Surface Treatment: Shot blasting, powder coating, anti-rust coating available
Delivery: FOB, CIF, DDP — global shipping from Jiangyin
Quality: IATF 16949, ISO 9001, ISO 14001 certified
Specifications
| Parameter | Aluminum Alloy | Cast Iron |
|---|---|---|
| Manufacturing Process | Aluminum alloy die casting + CNC post-machining | Cast iron casting + CNC post-machining |
| Material Grade | Aluminum alloy die casting grade | Ductile iron QT400–700 / Gray iron HT150–350 |
| Bore Coaxiality | Within 0.05 mm | Within 0.05 mm |
| Configurations Available | Flange type, pump type, assembly with shaft, custom geometry | |
| Surface Treatment | Shot blasting; powder coating available | Shot blasting; anti-rust coating available |
| Tooling Capability | In-house mold design using UG 3D modeling and JSCAST simulation | |
| Die Casting Equipment | 160T–1,250T aluminum alloy die casting machines | — |
| CNC Machining | CNC lathes, machining centers, precision boring | |
| Quality Inspection | CMM dimensional verification, X-ray imaging, image measuring instrument, fluorescence spectrometer for material verification | |
| Quality Certifications | IATF 16949, ISO 9001, ISO 14001, ISO 45001 | |
| Customization | OEM/ODM — 2D drawings, 3D CAD files, or reference samples | |
| Mold Lead Time | 4–6 weeks | |
| First Sample Lead Time | Within 2 weeks after mold completion | |
| Production Lead Time | 15–25 days | |
| MOQ | Flexible — prototype quantities to annual volume programs | |
| Related Components | Shafts, flange shafts, axle plates, motor end shields — available from same factory | |
| Origin | Jiangyin, Jiangsu, China | |
| Delivery Terms | FOB, CIF, DDP available | |

Bearing Housing — Product Range
- Integral Bearing Housing
- Split Bearing Housing
- Flange Bearing Housing
- Pillow Block Bearing Housing
- Pump Bearing Housing
- Motor Bearing Housing
- Compressor Bearing Housing
- Bearing Housing with Shaft Assembly
- Custom Non-Standard Bearing Housing
Bearing Housing Types and Material Comparison
The right bearing housing for your application depends on two decisions: structural configuration and material. Configuration determines how the housing mounts and whether it can be disassembled around the shaft. Material determines weight, thermal performance, and load capacity.
Configuration Comparison
| Type | Structure | Typical Use |
|---|---|---|
| Integral | One-piece housing | Motor, home appliance, compact assemblies |
| Split | Two-piece, separable around shaft | Industrial equipment, easier bearing replacement |
| Flange | Integral with mounting flange | Pump, compressor, wall-mount applications |
| Pillow Block | Integral base, self-contained unit | Conveyor, agricultural, industrial shaft support |
Material Comparison
| Material | Weight | Load Capacity | Corrosion Resistance | Typical Application |
|---|---|---|---|---|
| Aluminum alloy | Light | Medium | Good | Home appliance, light industrial |
| Cast iron (QT400–700) | Heavy | High | Moderate | Industrial motors, pumps, compressors |
| Cast iron (HT150–350) | Heavy | Medium–High | Moderate | General industrial, cost-sensitive |

Where We Supply Bearing Housings — Application Areas
Air compressors and pumps — bearing housings in these applications handle higher radial loads and often need cast iron for the structural rigidity required at operating pressures.
Industrial motors — standard and custom configurations, typically cast iron, with tight bore tolerances to maintain shaft alignment under continuous load.
Home appliance OEM platforms — aluminum alloy bearing housings are standard for their weight advantage and compatibility with die casting production at volume.
Our Quality Control Standards for Bearing Housing Production
- Bore coaxiality within 0.05 mm — batch production standard
- CMM verification on every production batch before shipment
- X-ray inspection available for cast iron and aluminum die cast parts
- IATF 16949 process controls — dimensional traceability maintained across all orders
- Material verified by fluorescence spectrometer — grade confirmation available on request

MORE ABOUT MEITUO
Meituo is a metal parts manufacturer based in Jiangyin, China, founded in 1999. Our 33,000 m² facility integrates mold design, die casting, machining, stamping, surface treatment, and assembly. We hold IATF 16949 and ISO 9001 certifications and supply OEM parts to home appliance, automotive, and industrial customers in over 30 countries.
FAQ
What material is used for bearing housing?
What are the two basic types of bearing housing?
How is bearing housing made?
How does bearing housing affect noise levels?
Can you supply bearing housing and shaft together?
Bearing Housing: Function, Design Considerations, and Manufacturing
What Does a Bearing Housing Do?
A bearing housing — also called a bearing holder or bearing bracket — is the structural component that locates and supports a rolling element bearing in a machine assembly. It holds the bearing in the correct position relative to the shaft and surrounding structure, transfers bearing loads into the machine frame, and in many designs provides sealing to keep lubricant in and contaminants out.
The housing does not rotate. It is fixed to the machine frame or motor body, and the shaft runs through the bearing inside it. This means the housing bore must be dimensionally accurate and stable — any deviation in bore diameter, coaxiality, or surface finish at the bearing seat affects how the bearing seats, how it loads, and how long it lasts.
Bearing Housing Design Considerations
Bore Fit and Tolerance
The bore of the bearing housing must match the outer diameter of the bearing to the correct interference or clearance fit. For most rolling element bearings in rotating outer ring applications, a slight clearance fit (H7 tolerance class is common) allows the bearing to be installed and removed without damage. Bore coaxiality is equally important — a bore that is not concentric with the housing mounting face causes the bearing to run misaligned, increasing load and reducing service life. We hold bore coaxiality within 0.05 mm across production batches.
Wall Thickness and Structural Rigidity
The housing wall must be thick enough to carry the bearing load without deflecting under operating conditions. For cast iron bearing housings in industrial motor and pump applications, wall thickness is determined by the load case and material grade. Ductile iron QT400–700 provides higher tensile strength and impact resistance than gray iron HT150–350, making it the preferred grade for higher-load applications.
Sealing and Lubrication
Many bearing housings incorporate a seal groove or labyrinth feature at the shaft exit to retain grease or oil and exclude contaminants. The geometry of this feature needs to be maintained in production — dimensional variation here affects seal performance directly.
Bearing Housing Assembly: What It Includes
A bearing housing assembly typically consists of the housing body, the rolling element bearing, end covers or seal plates, and in some configurations the shaft itself. For OEM clients who need to minimize assembly steps and supplier count, we can supply the bearing housing and precision shaft as matched, pre-verified components from our facility. Our shaft workshop produces shafts to coaxiality within 0.003 mm, and we verify shaft-to-housing fit before shipment when supplied as an assembly.
Cast Iron vs Aluminum Alloy: Choosing the Right Material
The material choice for a bearing housing comes down to the application's load, weight, and thermal requirements.
Cast iron — particularly ductile iron QT400–700 — is the standard for industrial motors, pumps, and compressors where high radial loads and continuous operation demand structural rigidity. Gray iron HT150–350 is used in cost-sensitive general industrial applications where peak loads are moderate. Both grades are well suited to the dampening of vibration, which is relevant in rotating machinery.
Aluminum alloy die cast bearing housings are standard in home appliance motor applications. The weight reduction compared to cast iron is significant — relevant in appliances where total product weight affects shipping cost and user handling. Aluminum also dissipates heat more effectively, which matters in motor-adjacent locations. Die casting produces consistent wall thickness and bore geometry at production volume, and our process delivers bore coaxiality within 0.05 mm as a standard production spec.
Manufacturing Process for Custom Bearing Housings
Tooling and Casting
For aluminum alloy bearing housings, we design die casting tooling in-house using UG 3D modeling and JSCAST simulation, validating fill, shrinkage, and cooling before cutting steel. For cast iron versions, pattern tooling is similarly designed and managed internally. Casting is followed by shot blasting to clean the surface before machining.
CNC Machining
The bearing bore, mounting face, and any seal grooves are finish-machined on CNC lathes and machining centers after casting. This post-machining step is what achieves the bore tolerance required for bearing fit — casting alone cannot hold the dimensional accuracy needed at the bearing seat interface.
Inspection
Bore dimensions and coaxiality are verified by CMM before shipment. Material composition is verified by fluorescence spectrometer — we can provide material grade confirmation on request. X-ray inspection is available for internal defect detection on cast components. Our quality system operates under IATF 16949.