
One-Stop Metal Stamping Solutions
Flexible Production Scaling
Factory-Direct OEM Manufacturing
Engineering & DFM Support


Custom Metal Stamping Parts
We specialize in OEM custom metal stamping parts for industrial and automotive clients, leveraging our in-house progressive die design and a full range of stamping equipment (100T–500T). Our core products include axle plates, brake components, thin-walled galvanized panels, iron flanges, and precision hinges, delivering reliable, precision-engineered solutions tailored to your production needs.
- In-house progressive die design and manufacturing for complex geometries
- Diverse press lineup (100T–500T) to support low to high-volume production
- Full in-house processing: stamping, CNC machining, surface treatment (electrophoresis, painting)
- Compliance with strict quality standards for automotive and industrial applications
Service & Delivery
Origin: Jiangyin, Jiangsu, China
OEM/ODM: Custom stamping design and machining supported
MOQ: Small batch and prototype orders accepted
Lead Time: Samples 3–5 weeks, production 15–30 days based on order size
Surface Treatment: Electrophoresis, painting, galvanizing, anti-rust coating
Delivery Terms: FOB, CIF, DDP available
Quality System: IATF 16949, ISO 9001 certified
Specifications
| Parameter | Specification |
|---|---|
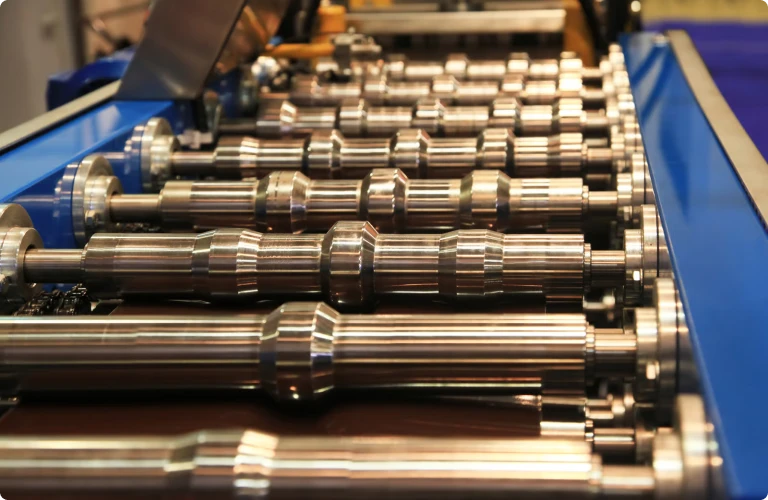
| Stamping Equipment | 100T–500T hydraulic presses; 125T–200T mechanical presses; progressive die design & manufacturing |
| Raw Material Options | Carbon steel (Q235, Q345), alloy steel (45#, 40Cr), galvanized steel sheet (0.8mm–3.0mm) |
| Part Thickness Range | 0.5mm – 12mm |
| Stamping Tolerance | ±0.02mm on critical dimensions, general tolerance per ISO 2768-m |
| Surface Treatment | Electrophoresis, painting, galvanizing, anti-rust coating, powder coating |
| Secondary Machining | CNC turning, CNC milling, drilling, tapping, riveting |
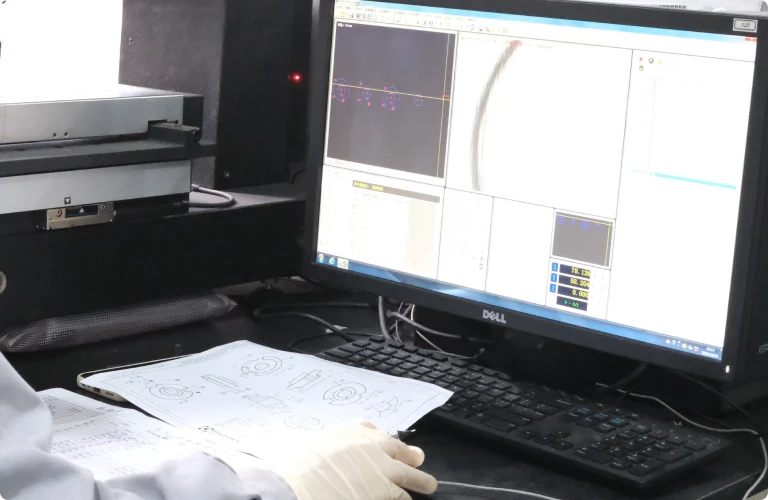
| Inspection & Testing | 3D coordinate measuring machine, spectrometer, salt spray test, visual inspection |
| Annual Capacity | Small batch prototype to high-volume mass production, flexible scheduling |
| File Formats Accepted | STEP, IGES, DWG, DXF, PDF, SolidWorks, Pro/E |
Zinc Die Casting Parts We Produce

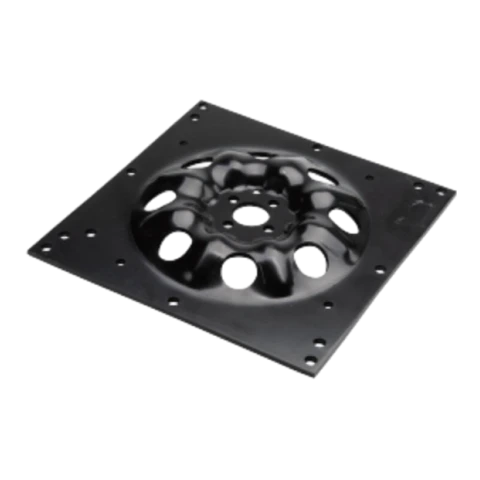
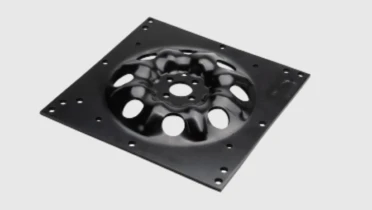
Washing Machine Axle Plate

Washing Machine Brake Parts

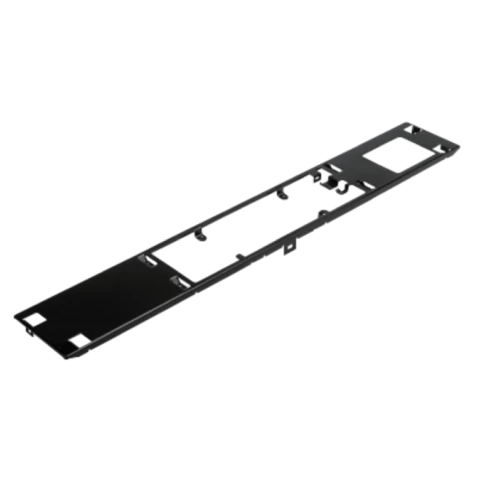
Appliance Control Panel

Appliance Door Hinge
Iron Flange Plate

Motor Mounting Bracket
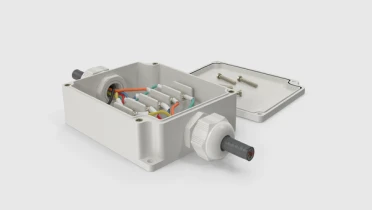
Electrical Junction Box
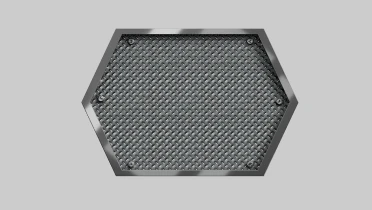
Heat Shield Cover

Fan Blade Bracket
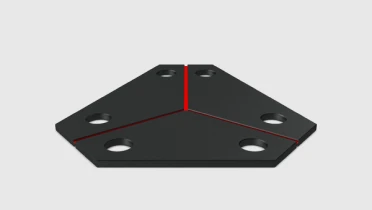
Structural Reinforcement Plate
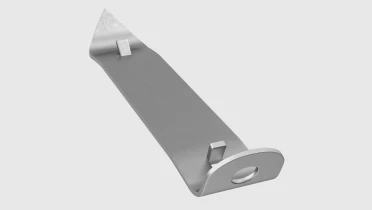
Spring Clip
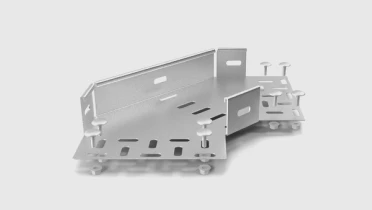
Cable Tray Support

Automotive Seat Frame Bracket
Battery Terminal Connector

HVAC Duct Flange

Elevator Door Guide Plate

Our Stamping Processes
- Blanking and punching
- Bending and forming
- Deep drawing
- Progressive die stamping
- Embossing
- Piercing
- Riveting
- Trimming and deburring
- Welding (spot welding, TIG welding)
These processes handle material thickness from 0.5 mm to 6 mm in carbon steel, stainless steel, galvanized sheet, and copper alloy.
From Stamping to Finished Component
- Stamped parts combined with die cast, machined, or shaft components
- Aluminum die casting and zinc die casting for integrated assemblies
- Cast iron machining for mixed-process projects
- Precision shaft manufacturing for motor and drive assemblies
- In-house stamping die and casting mold design
- Electrophoresis, powder coating, painting, and galvanizing
- Custom labeling and line-side packaging
- One supplier from raw material to boxed delivery
How We Support Your Custom Stamping Project
- DFM analysis on your stamping drawings within 48 hours
- Material and thickness recommendation based on your part function
- Progressive die or single-station die recommendation with cost comparison
- Prototype samples before production tooling is finalized
- Mold modification turnaround within 5–7 working days
Full inspection records including dimensional reports and material certificates with every shipment

MORE ABOUT MEITUO
Meituo is a metal parts manufacturer based in Jiangyin, China, founded in 1999. Our 33,000 m² facility integrates mold design, die casting, machining, stamping, surface treatment, and assembly. We hold IATF 16949 and ISO 9001 certifications and supply OEM parts to home appliance, automotive, and industrial customers in over 30 countries.
FAQ
What materials can you stamp?
What is your minimum order quantity for stamped parts?
How long does it take from drawing to sample delivery?
Can you hold tight tolerances on stamped parts?
Do you provide surface treatment for stamped parts?
Can you combine stamped parts with other components into assemblies?
What inspection do you perform on stamped parts?
Types of Metal Stamping
Metal stamping covers a range of forming operations that use dies and presses to shape flat sheet metal into finished parts. The main stamping types used in OEM parts manufacturing include blanking, punching, bending, deep drawing, embossing, and progressive die stamping. Each process suits different part geometries, production volumes, and precision requirements.
Blanking cuts a flat shape from sheet metal in a single stroke — this is often the first step in a multi-operation stamping sequence. Punching creates holes or cutouts within a blank. Bending forms angles and flanges along a straight axis. Deep drawing pulls flat sheet into a cup or box shape with significant depth, commonly used for housings and enclosures. Embossing creates raised or recessed patterns on the surface without cutting through the material. Progressive die stamping feeds a continuous strip through multiple stations in one press, completing several operations per cycle — it is the most efficient method for high-volume parts with complex features.
Stamping Process Comparison
| Process | Operation | Best For | Volume Suitability |
| Blanking | Cutting flat shapes from sheet | Flat parts, washers, brackets | All volumes |
| Punching | Creating holes or slots | Perforated parts, mounting holes | All volumes |
| Bending | Forming angles and flanges | Brackets, channels, frames | All volumes |
| Deep Drawing | Pulling sheet into cup/box shapes | Housings, enclosures, covers | Medium to high |
| Embossing | Creating raised/recessed patterns | Decorative panels, labels, stiffening ribs | Medium to high |
| Progressive Die | Multiple operations in one press cycle | Complex parts with multiple features | High volume |
Common Stamping Materials
The material you choose for a stamped part directly affects its formability, strength, corrosion resistance, and cost. Below are the most commonly used sheet metals in OEM stamping production and their typical applications.
| Material | Common Grades | Key Properties | Typical Applications |
| Cold Rolled Carbon Steel | SPCC, SPCD, SPCE, Q235 | Good formability, low cost, weldable | Brackets, panels, structural parts |
| Galvanized Steel | SGCC, DX51D, SECC | Corrosion resistant, paintable | Appliance parts, HVAC components, outdoor hardware |
| Stainless Steel | SUS304, SUS430, SUS316 | High corrosion resistance, durable | Kitchen equipment, medical devices, marine hardware |
| Copper / Brass | C1100, H62, H65 | Excellent conductivity, good formability | Electrical connectors, terminals, shielding parts |
| Aluminum | 1060, 3003, 5052, 6061 | Lightweight, corrosion resistant | Heat sinks, enclosures, lightweight structural parts |
At Meituo, the majority of our stamping production uses cold rolled carbon steel and galvanized steel for home appliance and industrial components. Stainless steel and copper alloy stamping are available for projects with specific corrosion or conductivity requirements. Material selection is confirmed during the DFM review stage based on your part drawings and application data.
Material Compatibility with Stamping Operations
Not every material works equally well across all stamping processes. Formability, springback behavior, and work hardening rate all affect which operations a material can go through and how many forming steps are needed.
Cold rolled carbon steel like SPCC has excellent formability and is compatible with nearly all stamping operations — blanking, bending, deep drawing, and progressive die stamping. Galvanized steel performs similarly but requires attention to coating integrity during forming; sharp bends can crack the zinc layer and reduce corrosion protection at the bend line. Stainless steel has higher strength and more springback than carbon steel, so bending angles need to be over-bent to compensate, and tooling wear is faster. Copper and brass are soft and form easily but tend to gall against tool surfaces, requiring lubrication and sometimes surface-treated tooling. Aluminum alloy is lightweight and corrosion resistant, but its tendency to crack during deep drawing limits the draw depth achievable in a single operation.
Precision and Durability in Stamped Parts
Dimensional precision in stamped parts depends on three factors: die accuracy, press rigidity, and material consistency. A well-built die with proper clearances produces clean edges, accurate hole positions, and consistent bend angles across thousands of cycles. Press tonnage must match the material and operation — undersized presses cause inconsistent forming and accelerate die wear.
For parts that require tight dimensional control — such as appliance hinges where two-axis pin hole concentricity must be held within 0.2 mm, or axle plates where flatness after stamping is critical — we use dedicated fixtures and in-process gauging to verify critical features during the production run. Progressive die stamping inherently provides better repeatability than single-station operations because the strip is guided through each station with pilot pins, maintaining consistent positioning throughout the cycle.
Part durability after stamping is closely tied to material selection and surface treatment. A galvanized steel hinge with electrophoresis coating can achieve salt spray resistance exceeding 36 hours, as demonstrated on our current appliance hinge production. For parts exposed to higher corrosion risk, powder coating or painting over galvanized substrate provides additional protection. The combination of proper material grade, controlled forming, and appropriate surface treatment determines the long-term service life of a stamped component in its end-use environment.